



螺旋鋼管加工的方法一、熱擴方法1。鼓脹法一種是在管內放置橡膠,上方用沖子壓縮,使管子凸出成形;另一種方法是液壓鼓脹成形,在管子中部充入液體,液體壓力把管子鼓成所需要的形狀,波紋管的生產大部分用的是這種方法。2。鍛壓法用型鍛機將管子端部或一部分予以沖伸,使外徑減少,常用型鍛機有旋轉式、連桿式、滾輪式。






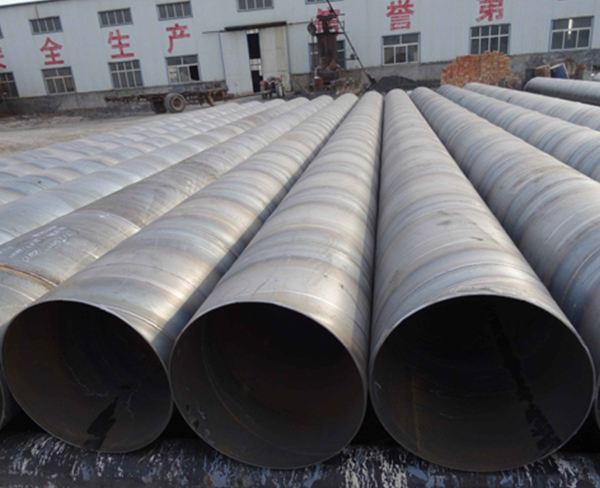
螺旋管亦稱為螺線筒或螺線體。螺旋管的外徑約為30毫微米,內徑約為10毫微米,相鄰螺旋間距約為11毫微米。螺旋管特點:螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。

焊接鋼管首先清理干凈焊口的油,漆,水,銹等,然后根據壁厚開坡口,厚的就開大一些,薄的就開小一些(角磨機),然后就是對品的縫隙,一般是焊條或焊絲直徑的1-1。5倍,如果你坡口不小心開大了話可以適當留小一些。點固焊至少三點,一般四點比較好干活。焊接鋼管的時候應該一半一半焊接,起點i好超過底點一公分左右,那樣從對面好接頭。如果鋼管壁厚的話,應該分層,至少兩層,第i一層整圈焊完才可以焊第二層。

本網站全力支持關于《中華人民共和國廣告法》實施的“違禁詞”相關規(guī)定,且已竭力規(guī)避使用“違禁詞”。故即日起凡本網站任意頁面含有“違禁詞”介紹的文字或圖片,一律非本網站主觀意愿并即刻失效,不可用于客戶行為的參考依據。凡訪客訪問本網站,均表示認同此條約!感謝配合!
您好,歡迎蒞臨合肥美德,歡迎咨詢...
 觸屏版二維碼 |





